Lean Strategies - Best Techniques
Be Lean! Sounds simple yeah? Reduce waste, increase profit.
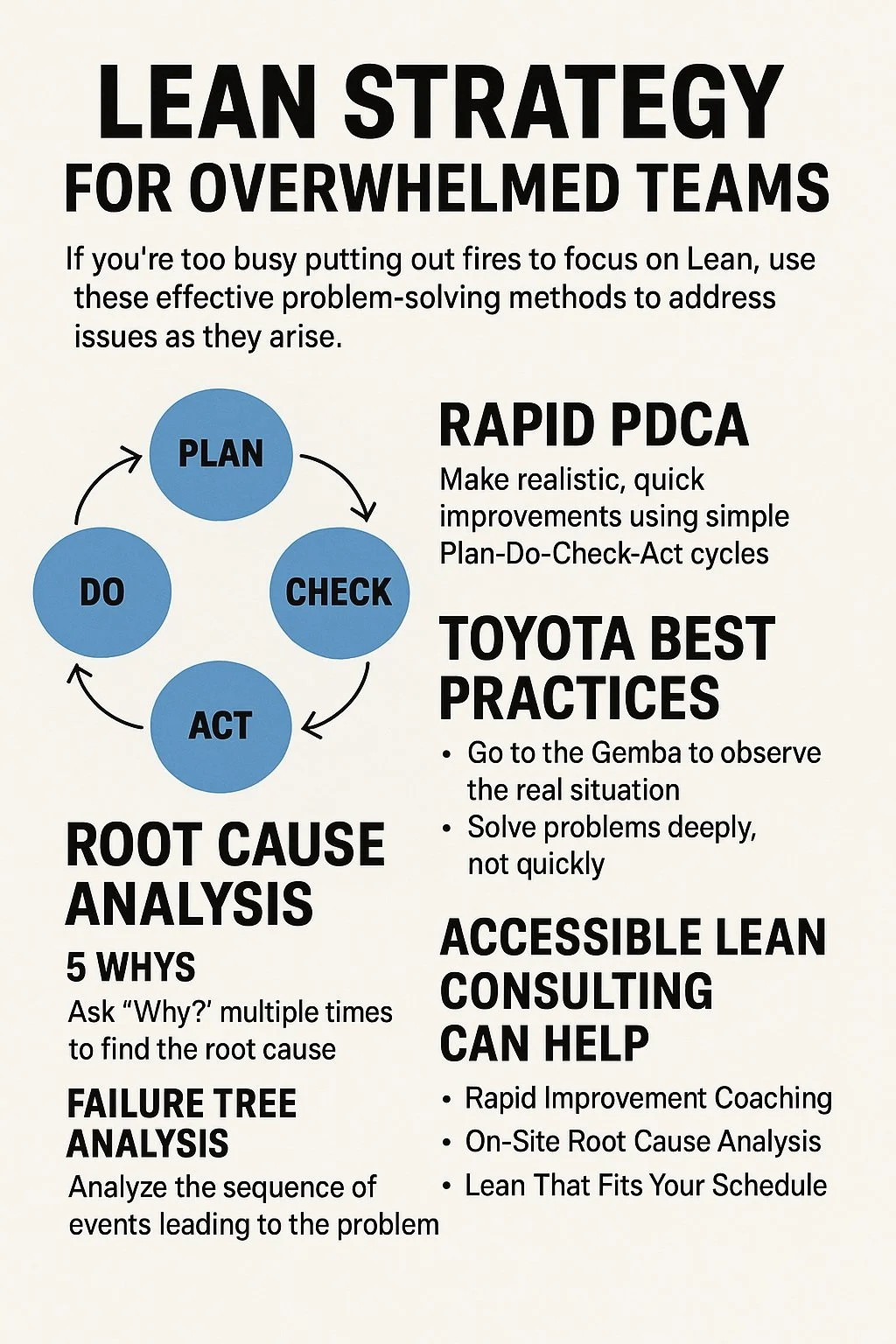
If it was really that simple we would all be lean. In the fast-paced world of manufacturing, your time is stretched thin, and the challenges you face are complex and demand your direct involvement. Suddenly switching gears into a lean culture is possible, but you need to use the right technique for your biggest issues.
One approach I highly recommend is what I call fire-fighting hunting. This involves taking any major issue that arises and using it as an opportunity to dive deep into its root cause. From there, we develop solutions not only to eliminate the immediate problem but also to prevent similar issues from occurring in the future.
Should you be lucky enough to not be fire-fighting, what is your biggest challenge on a daily basis?

Fire Fighting - A battle against issues
The Scenario
Imagine this, every morning a production manager at a mid-sized manufacturing plant walks in with a plan. They have their morning coffee and opens the factory doors, they look up at the clock at 6:50am, a fresh new day to achieve their goals. They walk through the door and the shift supervisor rushes over to them and explains what is going on; everything that could go wrong has gone wrong - machine breakdowns, late shipments, quality issues, and constant staff questions.
They rush around from staff to staff, machine to machine, product to product, dealing with each problem as they arise. Why can’t I catch a break.
By the end of the day, all the work they are required to do; the reports, the planning, and improvement ideas have all sat untouched on their desk. Each evening they leave the factory exhausted, knowing they will have more of the same tomorrow. The urgent always overrules the important, and though they kept the wheels turning in the factory, the business never moves forward.
The Lean Way - Root Cause Analysis with Rapid PDCA
The Root Cause
Now let’s image they go about their day The Lean Way. A production manager at a mid-sized manufacturing plant walks in with a plan. Coffee in hand, they open the factory doors and glance at the clock; 6:50 a.m. A new day to make progress. But as usual, problems start early, the machines breakdown, there are late shipments, quality concerns, and a flood of staff questions.
At first, the manager starts to react, running from issue to issue. But then they stop and ask, “What’s really going on here?” Instead of fighting each fire, they gather the team and begin a Rapid PDCA cycle mixed in with a root cause analysis.
The manager takes a breath and gathers the key operators. Standing beside the machine, they start asking the team the first why:
Why did the machine stop?
Because the part jammed during the changeover.
Why did it jam?
Because the replacement part wasn’t aligned properly.
Why wasn’t it aligned?
Because the setup instructions are unclear.
Why are they unclear?
Because the last update to the instructions didn’t include this newer part.
Why wasn’t the update made?
Because no one was assigned to maintain the setup documentation.
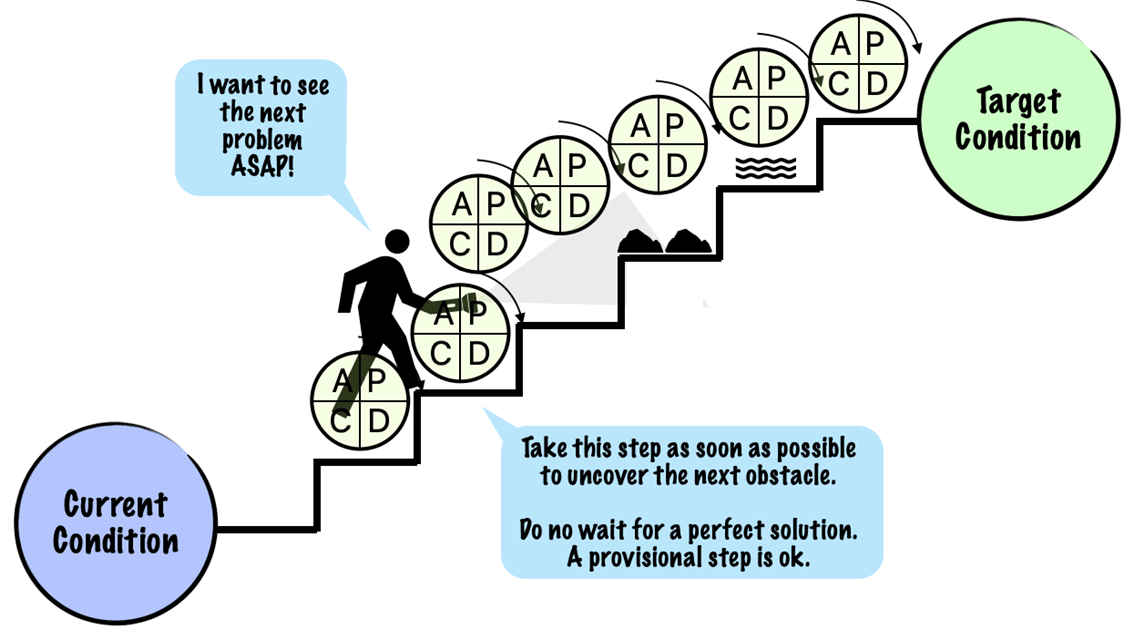
The room goes quiet. No one argues. It’s clear now, it wasn’t a one-off issue. It was a gap in the process. The manager then asks, “Where do we need to get to stop this happening again?”
Someone replies, “We need a reliable changeover with no jams.” Another chimes in, “We need clear instructions, especially for newer parts.”
The manager nods. “What can we do about this today?”
Together, they run a Rapid PDCA cycle on the spot.
Plan: Create a simple visual guide for the setup, specific to the problematic part.
Do: One of the team leaders quickly drafts it on a whiteboard.
Check: They walk through the setup with another operator and adjust for clarity.
Act: They agree to standardise it and assign someone to do the document updates going forward.
It takes less than 30 minutes. The machine restarts, the jam doesn’t happen, and the team moves on confident, engaged, and now the team involved are part of the solution.
As the day goes on, the manager repeats the same approach on a few more issues with focused improvements driven by the people doing the work. By 4:30 p.m., instead of being buried in chaos, they’re reviewing reports, planning the next improvement targets, and actually feeling in control.
No more running around with the fire extinguisher. The team is solving problems. The fires are going out for good. By tackling the root cause, the issue stops repeating.

The Strategy Moving Forward
Not every issue needs to be root caused, you can still deal with issues like normal. The main requirement - is the issue severe, is it repeated, your time is valuable
Team involvement is critical, when people getting involved with rapid pdca they are more inclined to support future improvements in the same area and gets them thinking about why they are doing stuff
Build capabilites in your team, not everyone will engage equally in lean, but everyone will be effected by it, its important to make your staff to feel heard and deal with concerns honestly. The lean direction is more important than the day to day.
My general rules for separating manufacturing problems:
Has this issue directly affected the customer? If so, conduct a full failure tree analysis and engaged in multiple rapid PDCA techniques to attack this issue in multiple ways
What quality procedures need updating?
What process do we need to implement?
What information is needed to stop this happening?
Has this problem got the potential to directly impact the customer?
If so, stop and run a 5 why analysis and engage in a rapid PDCA
Did a once off problem occur with little to no impact on the customer, just fix the issue and move on, you have bigger fish to fry.

Disorganised Factory - Rubbish, Clutter and Chaos
The Scenario
Imagine this. Every morning, a production manager at a mid-sized factory walks through the door determined to make the day productive. Coffee in hand, they glance at the clock 6:50 a.m. Another chance to get on top of things.
But before they even reach their desk, it starts. An operator is looking for a tool that should be on the bench. A pallet of parts is blocking an aisle. Overflowing bins and boxes clutter the workstations. No one can find the paperwork. Half-finished jobs are mixed with finished ones, and materials are scattered across the floor.
The manager spends the day answering the same questions, looking for misplaced items, and reminding people not to leave rubbish everywhere. Every improvement idea or planned project gets buried under the weight of chaos.
At 4:30 p.m., the manager leaves exhausted, knowing tomorrow will look exactly the same: clutter, confusion, and lost productivity.
No matter how hard they try, the factory never feels under control.

The Lean Way - Organised & Systematic Cleaning (5S)
Now, let’s imagine they approach it The Lean Way.
Same manager. Same factory. Same clock reading 6:50 a.m. But this time, instead of diving straight into the daily whirlwind, they call the team together.
Standing in the middle of the mess, the manager says, “We can’t keep working like this. No one starts work until this place is organised. Today, we’re starting 5S.” He goes into re-iterating again what is 5S; all the workers have already been trained to understand what is 5S and how to do it.
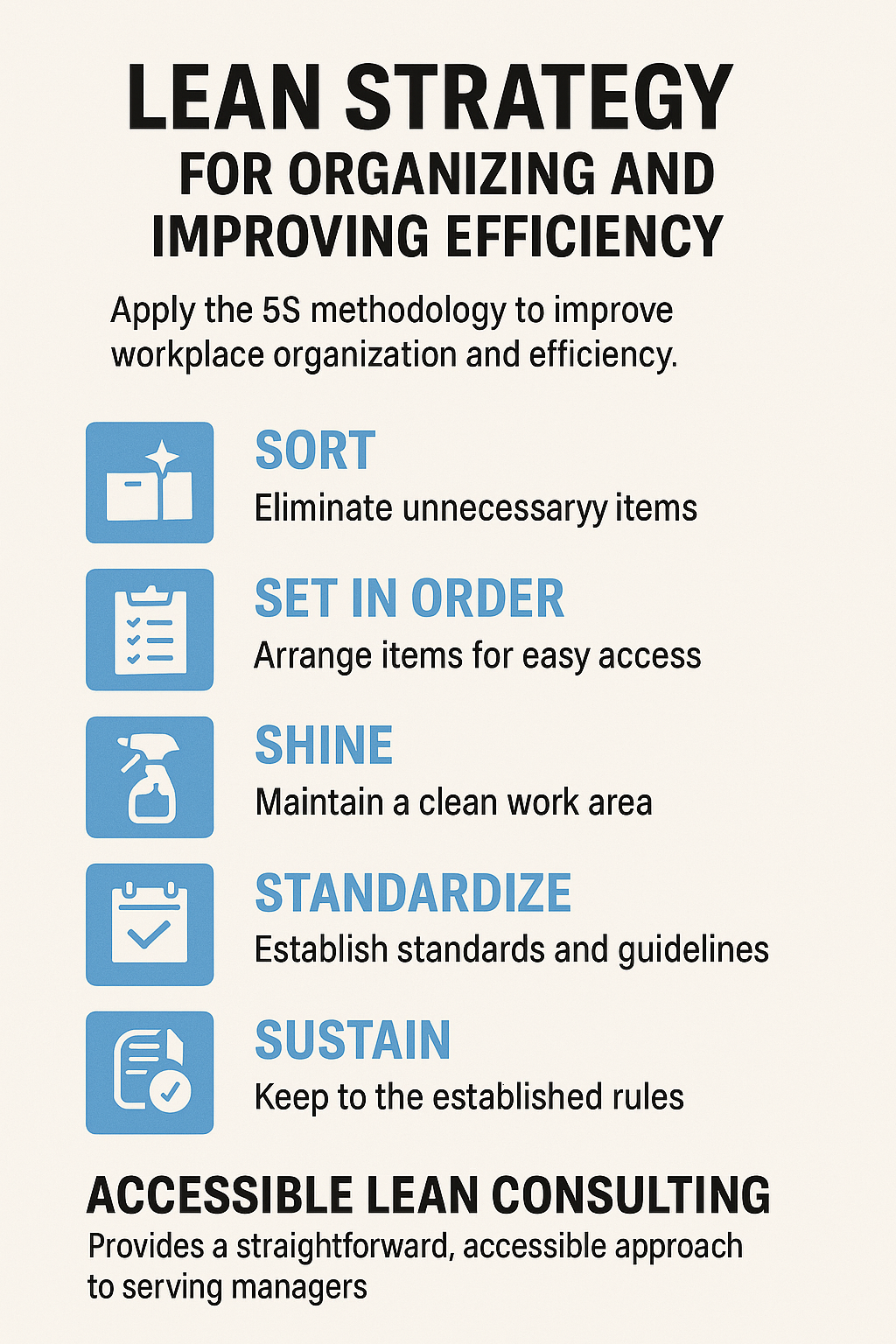
Together, they begin:
Sort: They walk through every workstation and remove everything that isn’t needed daily. Broken tools, old paperwork, unneeded materials all sorted into bins for disposal or relocation using the Red Tag Method.
Set in Order: The team arranges tools and supplies so everything has a temporary home; labelled shelves, tool boards, shadow outlines. Now anyone can find what they need in seconds.
Shine: They sweep floors, wipe down machines, and clean surfaces, uncovering small leaks and maintenance issues hidden by the clutter.
Standardise: They create simple checklists and photos showing how each area should look at the end of every shift.
Within a few hours the place looks like a different facility! (Yes this is sometimes all it takes) The managers goes through each production station to discuss with the workers what further supplies are needed to further organise the areas; for example, cleaning equipment, bolt kits, tool holders, shadow boards, and battery stations. The manager knows if he engages his staff in this manner, it creates a sense of ownership, pride, empowerment, and most importantly expectation.
The manager, satisfied with the workshop finally looking clear and professional, gathers the team one last time.
“Look around,” he says. “This is what we’re capable of when we work together.”
There’s a quiet murmur of agreement. People glance at the open walkways, the labelled shelves, and the tools neatly arranged where they belong. Even the skeptics can’t help but feel a little proud.
He continues to finalise the last S, Sustain: “This isn’t just about tidiness. It’s about respecting ourselves, our customers, and each other. From today on, this is our new standard.”
Before dismissing the team, he hands out laminated 5S checklists and assigns each person a daily responsibility for their area. “We’ll do quick audits every afternoon. Not to catch people out, but to keep improving. If something’s missing or not working, tell me. We’ll fix it.”
Over the next few days, the atmosphere begins to shift.
Operators who used to waste twenty minutes searching for tools are now spending that time building caravans. Team leaders find it easier to spot problems early because everything is visible. Small maintenance issues get fixed before they escalate. New employees quickly learn where things go and how the shop should look.
The manager no longer dreads walking through the door at 6:50 a.m. Instead, they start the day with purpose. The factory feels calmer, safer, and more in control. And perhaps most importantly, the team understands that 5S isn’t something that happened to them; it’s something they built together.
Instead of fighting clutter, the team is building a culture of order and ownership.
The Strategy Moving Forward
5S isn’t a one-time event. It’s a mindset and a discipline that requires consistency. Here’s how to keep the momentum:
Make 5S a Daily Habit: Build short, routine checks into each shift. A few minutes daily prevents hours of searching later.
Use Visual Standards: Photos, labels, and floor markings make expectations clear and easy to maintain.
Celebrate Progress: Acknowledge teams and individuals who keep their areas clean and organised.
Build Capability: Not everyone will adopt 5S naturally. Train and coach people until it becomes second nature.
Adapt the Layout: As production changes, adjust layouts to maintain flow and organisation.
Custom Solutions from Accessible Lean Consulting
If you’re not sure how to get started or sustain 5S, Accessible Lean Consulting is here to help with:Storage Organisation Solutions
Tailored systems to keep tools, materials, and paperwork in their place.Factory Mapping
Visual mapping to uncover inefficiencies and plan improvements.Process-Based Factory Layout Design
Layouts designed around your processes and space, ensuring flow and simplicity.
Remember:
A clean, organised factory isn’t just about tidiness it’s about safety, productivity, and pride in the workplace.
No more searching. No more excuses. Just a better way to work, every day.

Quality Problems - Standardisation and Process Rules
The Scenario
Imagine this. Every morning, a production manager at a mid-sized factory that builds High Strength Laser Cutters, walks the shop floor with a knot in their stomach.
Orders are growing, and every machine they ship has critical functions the customers depend on; precision controls, safety features, complex assemblies. But despite everyone’s effort, quality issues keep slipping through.
One operator assembles the parts one way, the next shift does it differently. Inspection reports are inconsistent. Work instructions are scattered across folders and handwritten notes.
When a machine arrives at a customer site and fails acceptance testing, the manager’s phone starts ringing. The rework will be expensive and customer confidence is eroding with sometimes irreversible damage.
Every day feels like a gantlet to patch the latest defect, apologise to customers, and rush emergency fixes out the door. No matter how many times the problems get “solved” they come right back.
By the end of the week, the manager is exhausted and discouraged. The work is getting done, but the business isn’t moving forward and the reputation is falling.
The Lean Way - Standardisation and Flow Maps
Now, let’s imagine they approach it The Lean Way.
Same factory. Same talented people. Same demanding customers. But this time, the manager takes a different approach.
They bring the core team together and say,
“We don’t just need to fix problems we need to stabilise how we build.”
First, they gather engineers, supervisors, and senior operators to map the entire value stream from order intake and design handoff through assembly, testing, and shipment.
Together, they look for:
Where steps are done inconsistently
Where critical quality requirements are not verified the same way every time
Where documentation is missing or unclear
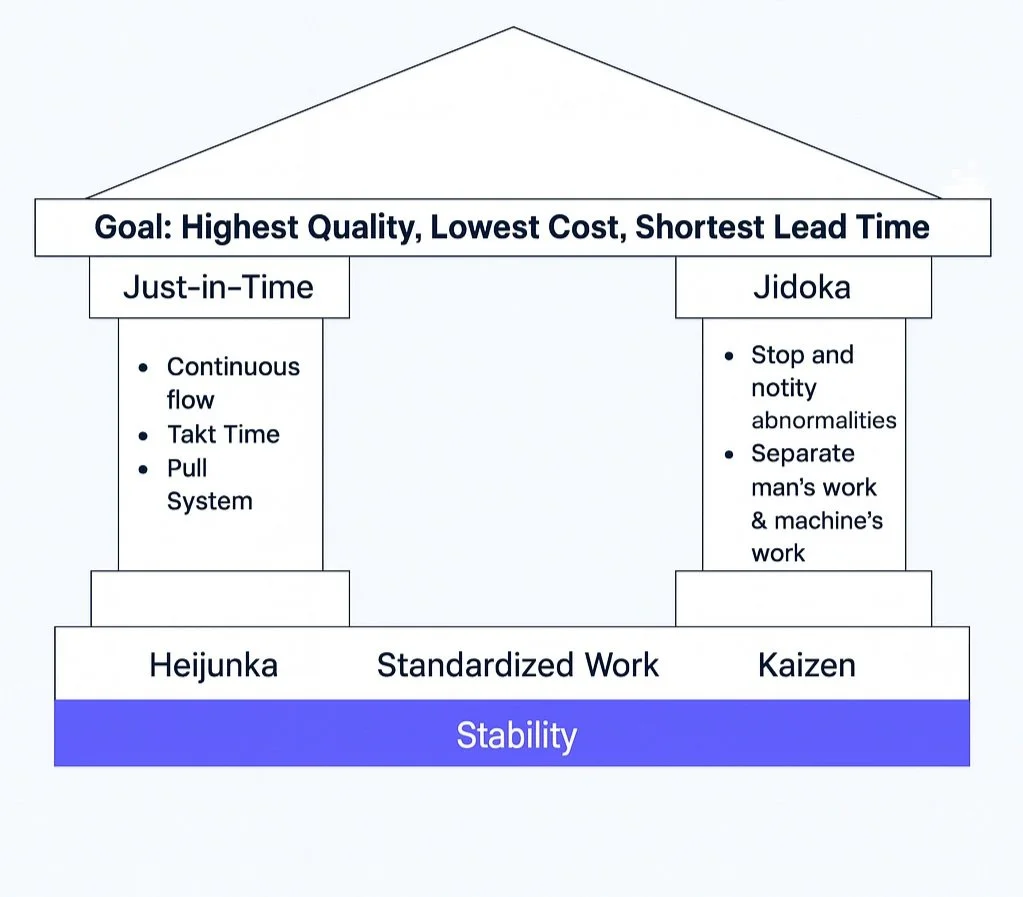
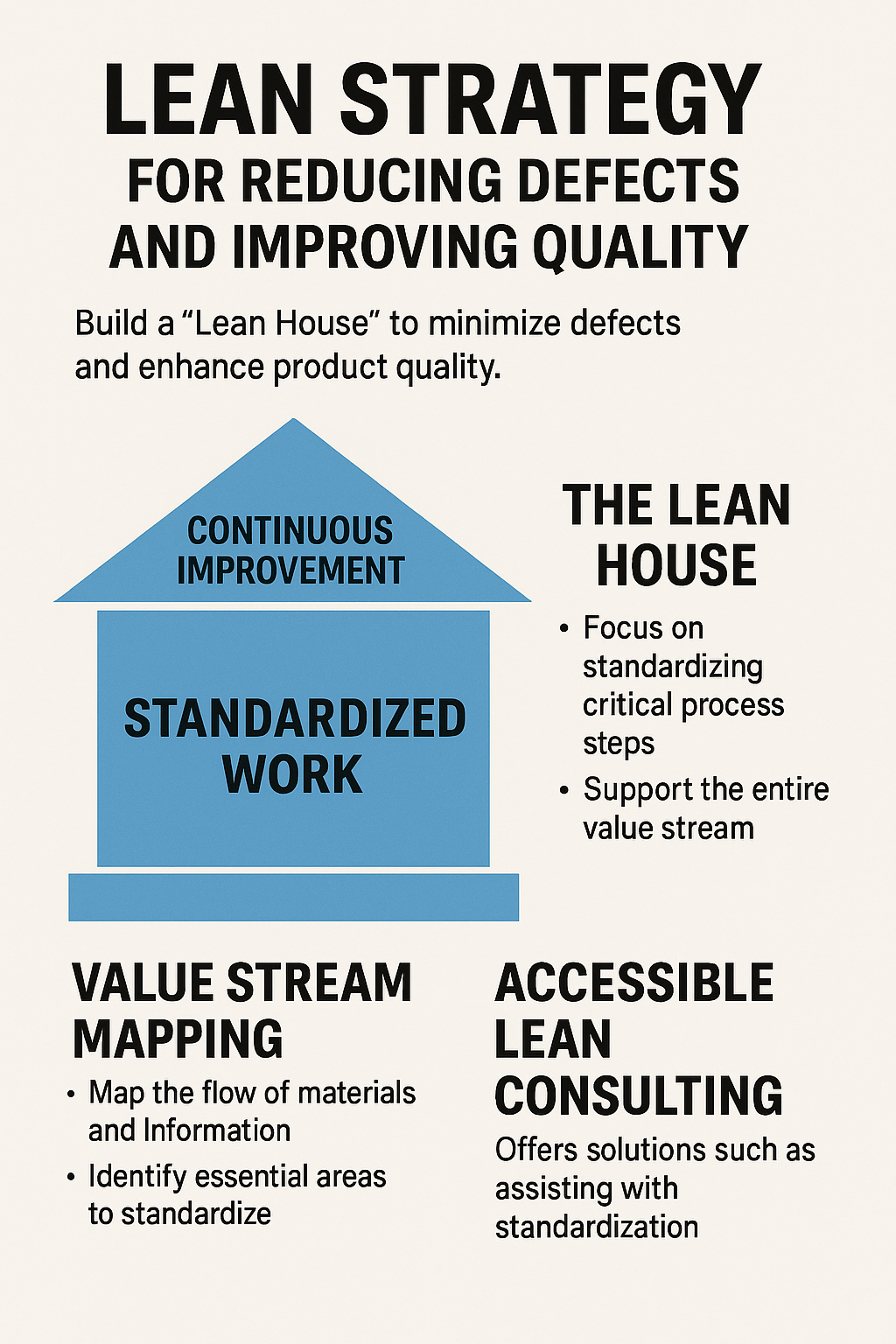
Once they see the process end to end, they start building The Lean House:
Foundation - Standardised Work:
They develop clear, visual work instructions for all critical steps. Special focus is placed on verifying functions essential to the customer like calibration procedures and safety interlocks.Pillars - Just-in-Time & Jidoka (Built-in Quality):
They introduce in-process checks to detect and address issues before they move forward. If something doesn’t meet spec, it stops immediately for correction.Roof - Customer Satisfaction & Business Goals:
Every improvement is linked to reducing defects, protecting critical functions, and delivering machinery customers can trust.
By the afternoon, the team has:
Documented exactly how critical assemblies must be built and tested
Assigned clear ownership for keeping instructions up to date
Agreed on how new employees will be trained to standard, not by word of mouth
Operators stop seeing quality as “someone else’s problem.” They start seeing it as their shared responsibility.
The Strategy Moving Forward
Standardisation isn’t optional when quality is critical. It’s the foundation of trust between your factory and your customers. Here’s how to sustain it:
Identify and Prioritise Critical Functions:
Focus first on steps that directly impact safety, performance, or compliance.Make Work Instructions Clear and Accessible:
Use visual guides, photos, and clear acceptance criteria posted at each station.Train and Certify:
Ensure everyone is trained to the same standard before touching critical processes.Build Quality In:
Implement in-process checks and verification to catch errors early never let defects pass.Audit and Improve:
Schedule regular audits to confirm compliance and adapt instructions as products evolve.Treat Every Defect as a Signal:
When a problem happens, don’t just fix it improve the process so it can’t happen again.
Value Stream Mapping and Standardised Work are the cornerstones of your Lean House.
When every team member knows exactly how to meet customer expectations and why it matters you build confidence, consistency, and pride in every machine that leaves your factory.

Simple, Effective Technique - Constraint Hunting
The Scenario
Imagine this. Every morning, the production manager at a mid-sized consumer electronics company walks into the circuit board assembly area, hopeful that today will finally run smoothly.
But within minutes, the problems begin to pile up.
Operators are waiting on components from the CNC department. The assembly department are standing idle because the preceding station is behind schedule. Final testing has slowed to a halt as everything is waiting for the CNC machine to start the next product.
The manager paces back and forth, trying to keep everyone moving. Whenever output falls short, the team scrambles to catch up by working overtime or running extra shifts. Still, shipments are late more often than not.
Each day feels like juggling too many balls and dropping half of them.
No matter how many performance charts go up on the walls or how many pep talks are given, the same bottlenecks keep slowing production to a crawl.
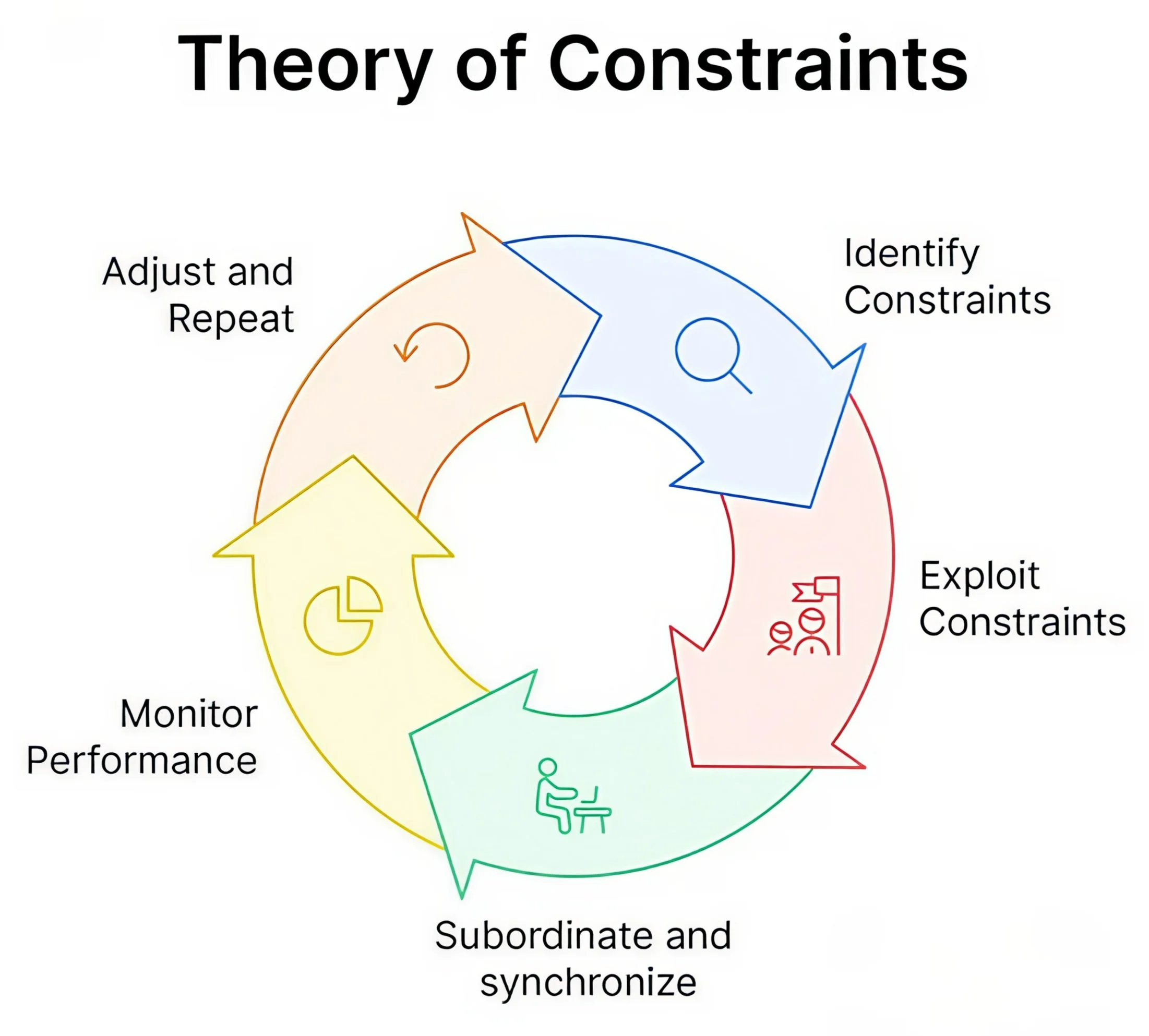
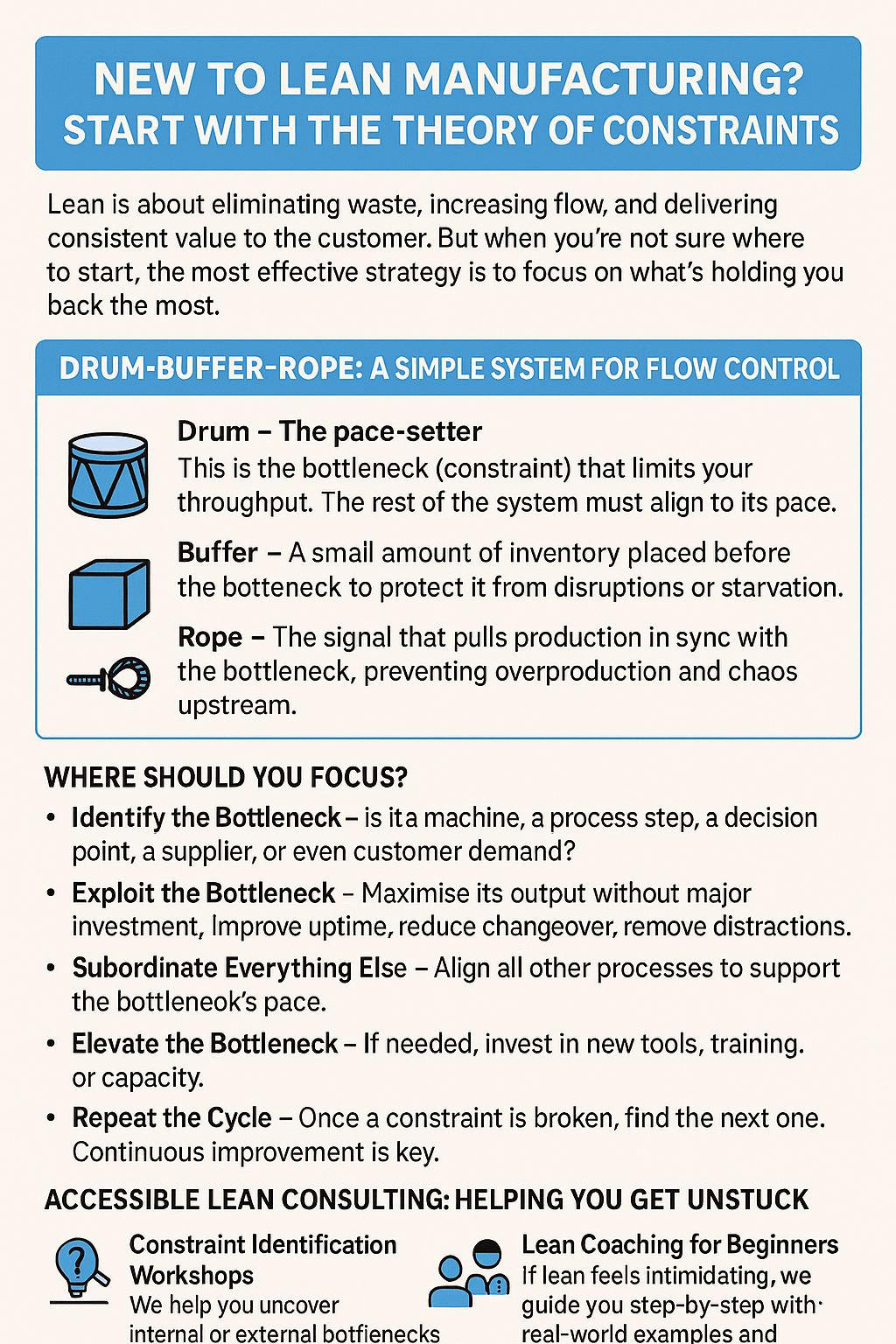
The Lean Way - Theory of Constraints
Now, let’s imagine they approach it The Lean Way.
Same factory. Same people. Same complex customer demands. But this time, the manager decides to try something different: Constraint Hunting using the Theory of Constraints.
They gather the supervisors and team leads and say:
“Instead of trying to improve everything, let’s focus on the single biggest thing holding us back.”
First, they walk the process end to end. Together, they look for the weakest link the step that most limits throughput.
They discover that the CNC machine is the true constraint. Even when other steps improve, the machine’s setup time, occasional downtime, and slow cycle times throttle the entire line.
The team agrees to use the Drum-Buffer-Rope method to stabilise production:
Drum - The Pace-Setter:
The CNC machine becomes the drum that sets the speed for the whole line. Everything else aligns to its pace.Buffer - Protect the Constraint:
They add a buffer of pre-machined blanks and fixtures ready to go, so the CNC machine stays busy even if upstream processes falter.Rope - Pull Production in Sync:
They signal when to start work upstream so materials arrive just in time no overproduction or build-ups.
With the constraint identified, they get practical:
Exploit the Bottleneck:
Reduce setup time by preparing tools and programs in advance. Assign a dedicated operator to keep the machine running and address issues immediately.Subordinate Everything Else:
Pace all upstream and downstream steps to the CNC machine’s capacity no pushing more work than it can process.Elevate the Bottleneck:
Plan for an additional CNC machine long term, but only after exploiting every improvement possible.
In a matter of days, output increases without extra overtime. The team finally sees where their efforts matter most.

The Strategy Moving Forward
Constraint Hunting isn’t a one-off event. It’s a continuous habit that drives focused improvement. Here’s how to keep building momentum:
Always Start with the Bottleneck:
Don’t spread resources thin. Find the one place constraining flow and fix that first.Exploit Before You Invest:
Maximise the bottleneck’s performance with low-cost improvements before spending on new equipmentAlign All Other Work:
Subordinate every other process to the pace of the constraint. This prevents wasteful overproduction.Elevate When Ready:
When the bottleneck is fully optimised, invest in tools, training, or capacity to remove it.Repeat the Cycle:
Once the constraint moves, hunt for the next weakest link. Continuous improvement never ends.